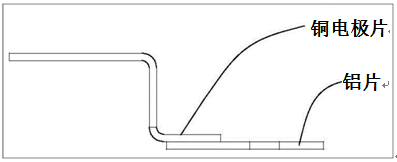
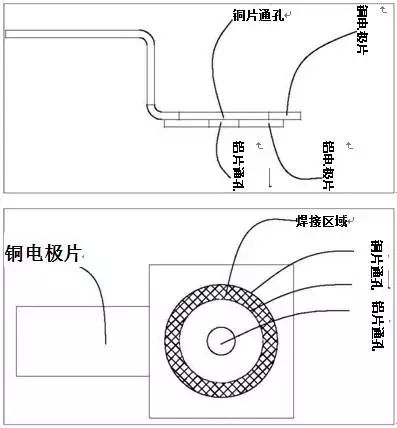
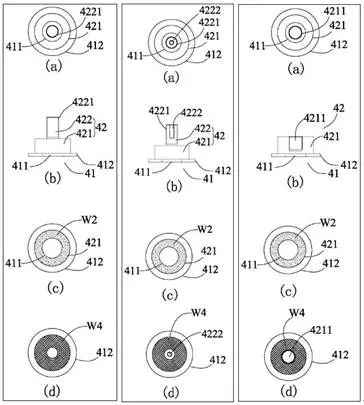
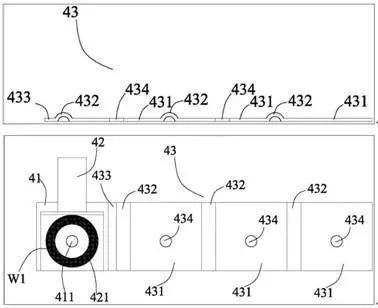
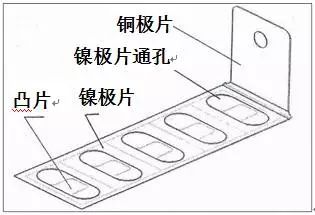
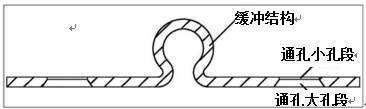
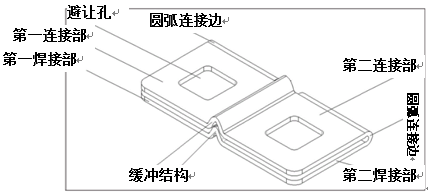
It is a key step in the production of battery modules by connecting the cells in series by welding. The welding technology has become one of the most critical factors that restrict the quality, production efficiency and cost of the module. Let's take a look at the patented technology of several excellent module manufacturers as an example to discuss the focus of this technology in the field. A company Since the total output pole bears a large current carrying capacity, the copper material is generally used, and the copper electrode sheet is directly welded to the aluminum pole and has low strength and poor stability. The first solution of A was to pre-spin the copper electrode piece with an aluminum piece and then weld the aluminum piece to the pole piece. There are three problems with this method: 1. When welding the aluminum connecting piece and the aluminum pole, it will affect the stability of the welded copper-aluminum joint; 2. The welding area of ​​the copper-aluminum electrode sheet is asymmetric, which affects the welding strength; 3. When the copper electrode piece is connected to the connector, it will bring shear force to the copper-aluminum interface and affect the bonding strength. In response to these three problems, A has made three improvements. The first improvement is to open a hole in the copper electrode piece, ultrasonically weld the copper-aluminum electrode piece along the annular area of ​​the through hole, and then laser-weld the aluminum piece and the aluminum pole in the through-hole area. This method solves the problem of multiple weld and weld area asymmetry, but there is still shear force caused by the connector on the copper electrode piece. The second improvement is based on the above-mentioned zone welding, the copper electrode piece is turned into a copper table, the copper table has a concentric copper column with external thread, or a cylindrical hole with internal thread, and the thread is inserted with the connector connection. On the one hand, the impact of shearing force is reduced; secondly, the production difficulty of the connector is reduced, and the independent production is realized. The third improvement is also given to the first zone welding technology, the development of a retractable aluminum electrode sheet, which is formed by stacking and laminating hot stamping of multi-layer aluminum foil. The arched section is a state in which the unbonded layers are dispersed in each layer, and the planar section is a state of a single layer which is bonded together by thermocompression bonding to form a flexible aluminum electrode connecting piece, and the compensation is formed by battery expansion. The displacement reduces the stress generated in the copper-aluminum joint. It is speculated that the improvement of the interface bonding force of the first two improved methods can not fully meet the requirements, so the flexible aluminum connecting piece is adopted to compensate for the problem of insufficient strength of the copper-aluminum interface. B company B home is connected with a pole piece of nickel and has a good weldability, but the conductivity is insufficient and the cost is high. Aiming at this problem, a copper-nickel composite electrode sheet was developed, which has corresponding through holes, and nickel tabs at the through holes are used for welding with the poles, thereby combining the welding performance of nickel with the conductivity of copper. This method does not completely solve the problem of insufficient conductivity, such as optimization by increasing the thickness of the connecting piece, which affects the welding performance, increases the weight of the battery module, and increases the cost. Thus, a composite connecting sheet composed of thick and thin aluminum pole pieces was developed. A through hole is formed in the thick pole piece, and a thin groove corresponding to the through hole is opened on the thin pole piece, and the circular groove is a welding area of ​​the thin pole piece and the pole piece. At this time, the thick pole piece can be increased to a sufficiently large thickness to ensure conductivity, and the thin pole piece is reduced to be thin enough to ensure weldability. The low density and low price of aluminum can also guarantee the overall quality and cost requirements. C company In order to achieve a good connection strength, the C home opens a hole in the connecting piece, and the cell pole is matched with the through hole, and then the metal around the through hole is melted and welded by a laser. The problem is that if the opening is too large, the welding effect will be affected. If it is too small, it increases the difficulty of assembly. In response to this problem, the C family divides the through hole into two sections of the large and small holes, and adopts an interference fit mode to reduce the shape and size requirements of the hole. In order to improve the electrical conductivity of the connecting piece, C has developed a multi-layered connecting piece. The two layers of materials are welded together, one or several layers of the through holes, and the remaining area corresponding to the through holes is the welded portion of the connecting piece and the pole, and the function of welding at a thin place and conducting electricity at a thick place. It is worth noting that the substrates of both technologies are welded by multi-layer foil, and the two connecting sheets are one-time stamping. Summarize the commonalities of each company: 1. The connecting piece adopts the method of multi-layer material composite + opening through hole, wherein one layer of material is the connecting layer of connecting piece and pole, ensuring welding performance. Multilayer material stacking is used to ensure the electrical conductivity of the tab. 2. The connecting sheet substrate is processed by multi-layered foil stacking, which can form a flexible region for compensating for the displacement caused by the expansion of the battery core and reducing the influence on the low-strength interface. All of the above are battery module manufacturers, and the solution to the problem is basically similar, that is, to find a way to bypass the problem. When the welding quality of the two materials is not satisfactory, try to use different alternative materials, and then use a more elaborate structure or process to compensate for the performance loss caused by the replacement material. Because the optimization space of the welding technology itself is small for the module manufacturer. SUNLUX IOT Technology (Guangdong) INC. , http://www.sunluxbarcodereader.com